




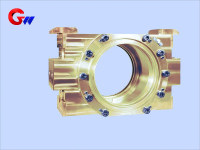

Машина за студено валцоване на междинния ролков лагерен блок от страната на работа
Материал и топлинна обработка на междинния ролков лагер от работната страна на студената валцова мелница
Работен страничен междинен ролков лагер Материал на тялото на блока:
Високоякостен чугун (HT300/HT350) или лята стомана (ZG310-570), с якост на опън ≥ 500MPa.
Устойчивата на износване облицовка е изработена от бронз (ZCuAl10Fe3) или полимерен композитен материал (като PTFE модифициран материал).
Топлинна обработка:
Отливките изискват обработка със стареене (за елиминиране на вътрешния стрес) и високочестотно охлаждане на критичните контактни повърхности (твърдост HRC45-50).
- GW Precision
- Луоянг, Китай
- Договорни условия
- информация
Машина за студено валцоване на междинния ролков лагерен блок от страната на работа
Размери и допустими отклонения на блока на междинния ролков лагер Оперирайте отстрани
Отвори за монтаж на лагери:
В зависимост от типа на лагера (като серията TQO от четириредови конусни ролкови лагери), толерансът обикновено е H6 (вътрешен отвор) или js6 (външен диаметър).
Изискване за грапавост: Ра на контактната повърхност на лагера е ≤ 0,8 μm, а Ра на несвързаната повърхност е ≤ 3,2 μm.
Точност на позициониране:
Заоблеността на вътрешния отвор на лагерното гнездо е ≤ 0,008 мм, а коаксиалността е ≤ 0,015 мм/500 мм.
Разстоянието при напасване с гърлото на ролката: 0,05-0,10 мм (като се има предвид термичното разширение).

Програмиране на обработка с ЦПУ
Програмистите използват компютърна симулационна обработка, за да стартират програма, оптимизирайки линиите за обработка и разумно подреждайки инструментите за обработка, така че обработката на детайла да е по-точна с чисти и красиви линии на ножове.
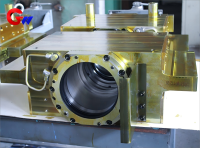
Оборудване за обработка с висока точност
Хоризонтален обработващ център с ЦПУ, вертикален обработващ център с ЦПУ, цялостен обработващ център с пет оси и друго високопрецизно оборудване за обработка гарантират точността на размера на продукта за обработка на междинния ролков лагер Оперирайте отстрани, също така гарантират, че сложната структура на детайла може да се обработва гладко и точно.

Процес на производство и сглобяване на междинен ролков лагерен блок Оперирайте отстрани Технология на обработка:
ЦПУ бормашина и фреза за обработка на отвори за лагери (точност на ниво IT6), хонинговане или шлайфане за окончателна обработка.
Позиционната грешка на отворите за болтове е ≤ 0,05 мм, за да се осигури прецизно скачване с рамката.
Изисквания за сглобяване:
Регулирайте силата на предварително затягане на лагера според спецификациите на производителя (като аксиална сила на предварително затягане от 8-12kN).
Използвайте хидравлични гайки за монтаж, за да избегнете ударни натоварвания.
Контрол на процеса на качеството
От обработката на заготовката, откриването на дефекти, термичната обработка до производствения процес, всеки процес има инспектори, които трябва да се проверят, квалифицирани преди следващата обработка на процеса.
Проверка и тестване
Строгите процедури за проверка и тестване са нашата гаранция за качество. Всеки междинен ролков лагерен блок на Оперирайте отстрани има пълен набор от доклад за анализ на химичния състав, доклад за термична обработка, доклад за откриване на дефекти, толеранс на размери, доклад за проверка на толеранс на форма и позиция (три координати и други инструменти за прецизна проверка гарантират точността на размера на обработката), всички от които са проследими и проследими.

Смазване и уплътняване на гнездото на междинния ролков лагер от работната страна на мелницата за студено валцуване
Система за смазване:
Смазване с концентрирано тънко масло (налягане 0,3-0,5MPa, дебит 30-50L/мин) или смазване с въздух с масло (обем на маслената капка 5-10 капки/мин).
Вискозитет на смазочното масло: ISO VG 68-100 (при 40 ℃).
Уплътнителен дизайн:
Комбинирано уплътнение (лабиринтно уплътнение+подсилено с пружина устно уплътнение), прахоустойчив стандарт ISO 4406 18/16/13.
Уплътнителен материал: устойчив на висока температура флуорокаучук (FKM) или полиуретан (PU).





