




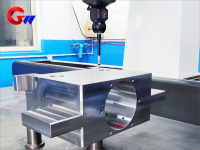
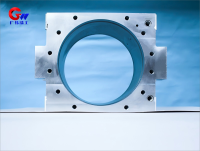
Лагерно гнездо за работна ролка от страна на прехвърляне на мелница за горещо валцуване
Леглото на лагера на работната ролка е един от ключовите продукти на прецизността на GW.
Избройте основните функции и оперативните изисквания на лагерното гнездо на работната ролка от страната на трансмисията на мелницата за горещо валцуване, както следва:
Основни функции
Предаване на въртящия момент: отговаря за предаването на въртящия момент от основната трансмисионна система към работния валяк (пиковият въртящ момент може да достигне 500kN · m)
Динамично поддържане на натоварването: способно да издържи силата на търкаляне (2000-6000kN от едната страна) и променлив ударен товар
Поддържане на точност: Уверете се, че радиалното биене на работната ролка е ≤ 0,04 мм (гарантирайки толеранс на дебелината от ± 0,15% за стоманената лента)
Адаптирайте се към условията на работа
Температурен диапазон: работна температура на положението на лагера 80-120 ℃ (моментен пик 180 ℃)
Скорост на търкаляне: ≤ 15m/s (до 20m/s, когато се сдвоява с лагери с маслен филм)
Честота на смяна на ролката: ≥ 1 път/смяна (изисква бързо разглобяване и проектиране)
- GW Precision
- Луоянг, Китай
- Договорни условия
- Годишният капацитет е 500 бр
- информация
Лагерно гнездо за работна ролка от страна на прехвърляне на мелница за горещо валцуване
Стандарти за материали и производство за лагерното гнездо на работната ролка от страната на трансмисията на мелницата за горещо валцуване
Основен материал
Марка: ZG35CrNiMoV (специален клас лята стомана)
Оптимизиране на съставките:
|Елементи | С 0,33-0,37 | Кр 1,0-1,3 | Тя е 1,2-1,6 | мо 0,3-0,5 | V 0,15-0,25|
Предимства в производителността:
Якост при висока температура (σ ₀. ₂ ≥ 650MPa при 300 ℃)
Издръжливост на умора (Nf ≥ 2 × 10⁶ пъти при Δσ=400MPa)
Основни компонентни материали
Повърхностна твърдост на компонентните материали след топлинна обработка
Леглото на лагера на тялото на работния валяк ZG35CrNiMoV закалено и темперирано+състарено HB 300-330
Шпонков канал за предаване на въртящ момент 42CrMoA обработка с азотиране HV 800-900
Запечатана крайна капачка от дуплексна неръждаема стомана 2205, обработена с HRC 28-32
Термична обработка и повърхностна обработка на лагерното гнездо на работната ролка от страната на трансмисията на мелницата за горещо валцуване
Процес на топлинна обработка
A [Топене в електродъгова пещ] -->B [Наливане на защита от аргон]
B -->C [880 ℃ × 6h нормализиране]
C -->D [850 ℃ охлаждане в масло + 620 ℃ темпериране]
D --шшшшшЕ [-80 ℃ × 4 часа криогенна обработка]
повърхностно укрепване
Хиперзвуково пламъчно пръскане на отвора на лагера (HVOF) Покритие WC-12Co (дебелина 150-200 μm, HV ≥ 1300)
Лазерно закаляване на запечатващата повърхност (дълбочина на втвърдяващия слой 1,2-1,5 мм, HRC ≥ 52)

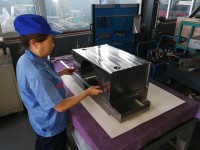
1、 Вертикален обработващ център: Според формата на изгледа дълбочина на фрезоване 5 мм, за да намерите положителния колан (всяка страна има място за 1,5-2 мм); почистете и отстранете острия ръб за проверка. (първа бройка за проверка)
2、 Хоризонтална пробивна машина:Установено е, че границата от 1,5 -2 мм е запазена за всяка повърхност на нормалния колан, а границата на жлеба в изгледа е 1,5-2 мм; границата на отвора в отвора е 3-4 мм; дължината на всеки отвор е 2-3 мм; и чистият ръб се използва за отстраняване на острия ръб на резеца за проверка. (първото парче за проверка)
3、 Вертикален обработващ център: Завършете фрезоването до изискванията (повърхност без допуск), дължина на фрезоване, за да намерите правилната дълбочина на ръба от 5 мм; скучно на изискванията, всяка страна на остатъчното количество от 1 ≤ 1,5 мм; всяка дължина на отвора според изискванията и сочи към двата края на централния отвор на отвора; за да се осигури толеранс на размерите и толеранс на формата и позицията на опората на лагера.
4、 Работа на маса:Всеки отвор за позициониране на долния отвор на резбата отговаря на изискванията на лагерното гнездо на работната ролка.
5、 Работа на маса:Пробиване на други отвори за масло и дупки за винтове; Почистете и отстранете острите ръбове на неравностите за проверка. (първото парче седалка за меч за проверка)
6、 Окончателна проверка: отстранете острите ръбове на неравностите чрез почистване и изпратете за проверка и издайте списък за проверка за лагерното гнездо.

Спецификации за проверка и изпитване на лагерното гнездо на работната ролка от страната на трансмисията на мелницата за горещо валцуване
проверка на материала
Анализ на състава: ICP спектрометър (отклонение на елемента ≤± 0,01%)
Безразрушителен тест:
Ултразвуково изпитване (EN 12680-3 клас 1)
Проверка с магнитни частици (ASTM E709, откриване на пукнатини ≤ 0,1 мм)
тестване на производителността
Показатели за квалификация на стандартния метод на тестовия проект
Тест за статично натоварване ISO 19973-1 1,8 пъти номиналното натоварване без деформация
Тест за динамична умора DIN 50100 10 ⁷ цикъла без пукнатини
Тест за ефективност на уплътняване ISO 5208 клас A 0,6MPa задържане на налягане без изтичане
динамично откриване
Ниво на динамичен баланс: ниво G0.4 (ISO 1940-1)
Интензивност на вибрациите: ≤ 2.5mm/s(GB/T 29531)
ЧЗВ
1. Можете ли да направите това Седалка на лагера за работната ролка Продукт Според изискванията на клиента?
О: Да, можем да следваме вашите специфични изисквания.
2. Мога ли да посетя вашата фабрика, преди да поръчаме ?
О: Да, добре дошли в нашата фабрика за екскурзия.
3. Къде е най-близкото пристанище до вашата компания?
О: Шанхайското пристанище е най-близкото.
4. Можем ли да изберем различни материали за опората на лагера за работната ролка?
О: Да, може да бъде избран в зависимост от вашите изисквания.
5. Колко време ще отнеме и ще ми бъде доставена опорната опора за работната ролка?
О: Обикновено отнема един и половина до два месеца по море. Зависи от количеството на вашата поръчка.
6. Какво е вашето покритие на пакета?
О: Използваме дървена кутия за износ.





