




Машина за горещо валцуване на блоков вал на валцова валцова машина за работа отстрани
Нашата компания разполага с DMG DMF1800*600 петосен обработващ център, хоризонтален обработващ център, вертикален обработващ център, портален обработващ център и високопрецизна трикоординатна инспекция.
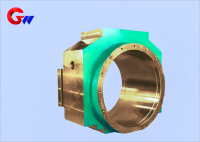
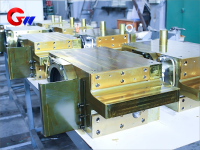
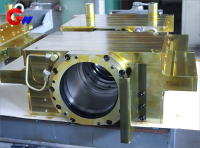
Валцовият блок на работната валцова мелница е един от ключовите прецизни продукти на GW.
- GW Precision
- Луоянг, Китай
- Договорни условия
- Годишният капацитет на стоманената макара е 4000 броя
- информация
Машина за горещо валцоване на валцов блок на валцова мелница за работа отстрани
(Подходящ за производствени линии за горещо валцуване на плочи и ленти/профили от стомана)
1、Сценарии за приложение
1. Основни функции
Позициониране на ролката и предаване на силата:
Поддържайте стабилността на работната ролка под действието на силата на търкаляне (максимум 30MN) и силата на огъване (± 1000kN)
Издържа на мигновеното ударно натоварване на захапваща стомана (коефициент на удар 2,0-3,5)
Топлинно управление:
Работейки в среда с температура на валцоване от 400-800 ℃, моментната температура на повърхността може да достигне 300-450 ℃
Необходимост от устойчивост на периодичен термичен стрес (>10 ⁵ цикъла/година)
2. Типични работни условия на блока на мелничния вал
Механично натоварване: херцово контактно напрежение 1000-1500MPa, торсионно вибрационно натоварване (критичната скорост трябва да избягва работната скорост 1,5-2,5 пъти)
Среда на износване: абразивни частици от скален железен оксид (HV800-1100) + високотемпературно карбонизиращо отлагане на смазка за търкаляне
Избор на материал и оптимизиране на валцовия блок на работната валцова мелница
1. Основен материал
Степен на материала, основни предимства, приложими сценарии
50CrMoV висока температурна якост (σ 0,2 ≥ 650MPa при 500 ℃) широка и дебела валцова мелница (ролка body>3m)
Характеристики на умора при нисък цикъл (Nf ≥ 5000 пъти при Δ ε t=1%) на 38CrNiMoV високоякостна лентова стомана по време на валцуване
H13 подобрено топлоустойчиво напукване (топлопроводимост 24W/m·K) горещо валцувана неръждаема стомана
2. Основни армировъчни технологии
Свързваща повърхност на лагера:
Лазерно закаляване (дълбочина на втвърдяващия слой 2-3 мм, HRC54-58)
Плазмено пръскане WC-10Co4Cr (порьозност <0,8%)
Област на резбова връзка: обработка с борониране (слой Fe2B 50-80 μm)
3. Иновативни приложения на материали
Градиентна функционална ос:
Ядро: 25Cr2MoV (висока якост)
Повърхност: Стелит 21 (устойчива на износване при висока температура)
Дифузионно свързване чрез горещо изостатично пресоване (ХИП)
3. Система за термична обработка
Вакуумно закаляване: 1020 ℃ × 3h (охлаждане с азот)
Двойно темпериране: 560 ℃ × 4h + 520 ℃ × 6h (маслено охлаждане)
Стабилизираща обработка: Дълбоко охлаждане (-120 ℃ × 8 часа) + стареене (250 ℃ × 24 часа)
4. Повърхностно укрепване
Композитна обработка:
Изстрелване (сила на Алмен 0,4-0,45 mmN)
Йонно сулфуриране (FeS слой 1-2 μm)
Лазерно текстуриране (Sa=3–5 μm)
*Ключови процеси:
Шлифоване при постоянна температура на позицията на лагера (охлаждаща течност 20 ± 1 ℃)
Електрохимична обработка на преходен филет (точност на R ъгъл ± 0,05 мм)*
Типични параметри наРаботен валцов валцов блок
Изисквания към параметричните показатели
Толеранс на диаметъра на оста от φ 320 ± 0,008 мм
Скорост на пълзене при висока температура ≤ 1 × 10 ⁻⁷%/h (500 ℃/200MPa)
Ускорение на вибрациите ≤ 4,5 m/s² (ISO 10816-8)
Срокът на експлоатация на този вал в цех за горещо валцуване е 2-3 години (с годишен капацитет на валцуване 1,5-2 милиона тона) и може да бъде удължен до 5 години с помощта на градиентни материали. Делът на отказ от термична умора е по-голям от 60%, а настоящите изследвания и разработки са съсредоточени върху наноструктурираните термични бариерни покрития.



